Vad är pressgjutning?
Processöversikt
Pressgjutning är en exakt och potentiellt snabb process för att producera högkvalitativa kompositdetaljer i många olika volymer.
Detta är en introduktion till pressgjutning – för en mer djupgående artikel, se Compression Moulding: För mer ingående information se artikeln How to make High-performance Thermoplastic Composites: How to make High-performance Thermoplastic Composites.
Det är vanligen ett anpassat metallverktyg i en uppvärmd (normalt hydraulisk) press för att sammanfoga plåtmaterial eller gjutmassor vid relativt höga tryck. Exempel på kompositer som vanligen bearbetas genom formpressning är värmehärdande prepregs, fiberförstärkta termoplast-”organoplattor”, formkompositer som sheet moulding compound (SMC) och huggna termoplastband. Det används också i stor utsträckning för att tillverka sandwichstrukturer som innehåller ett kärnmaterial, t.ex. en honeycomb eller polymerskum, även om man måste vara försiktig så att man inte använder ett överdrivet tryck som kan krossa kärnan.

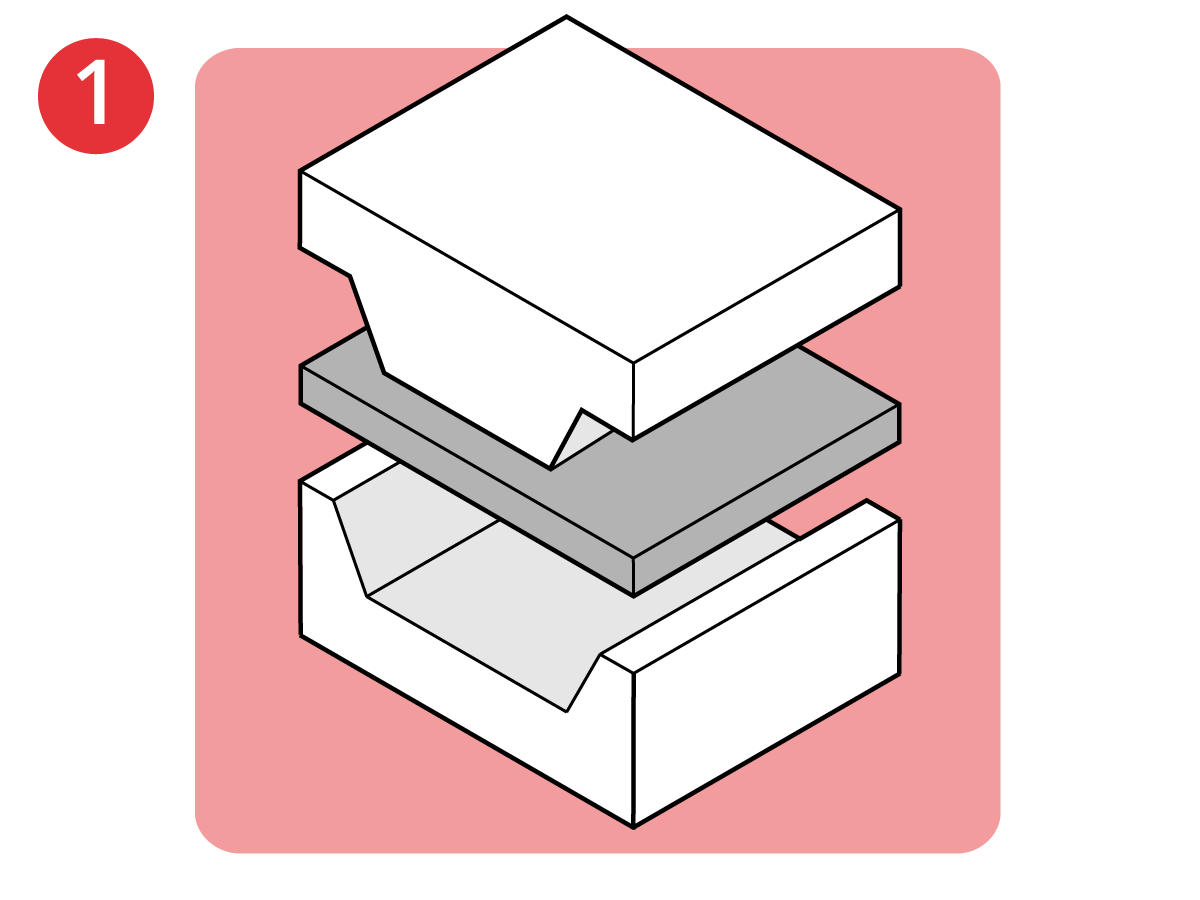
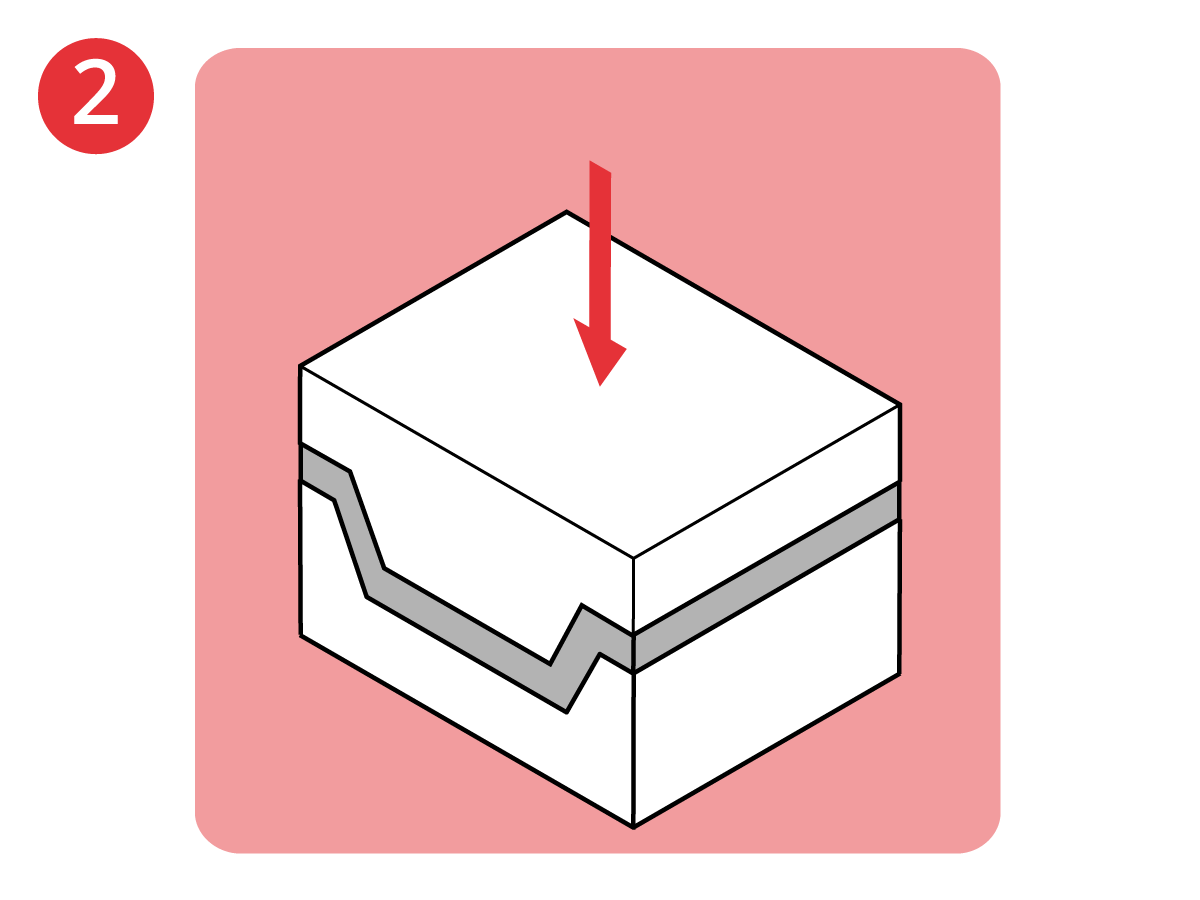
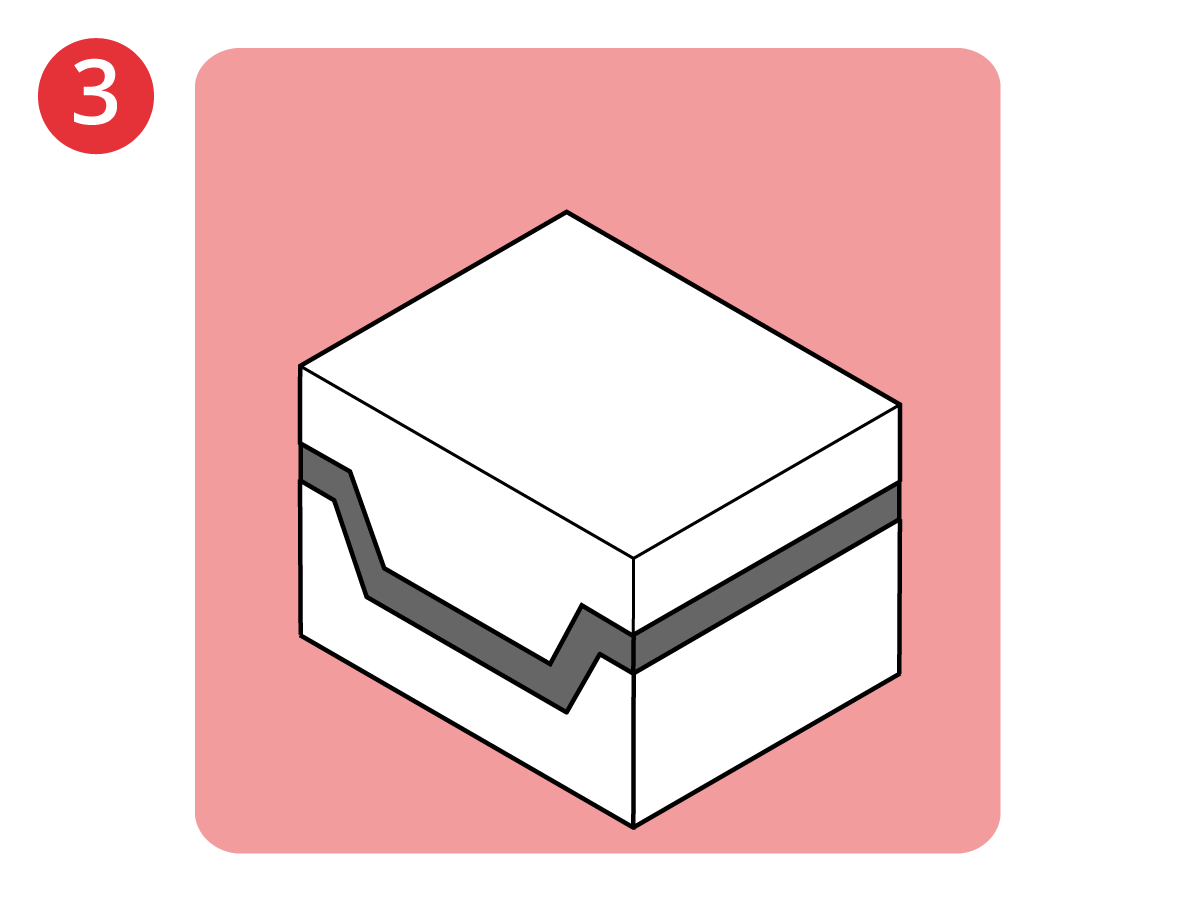
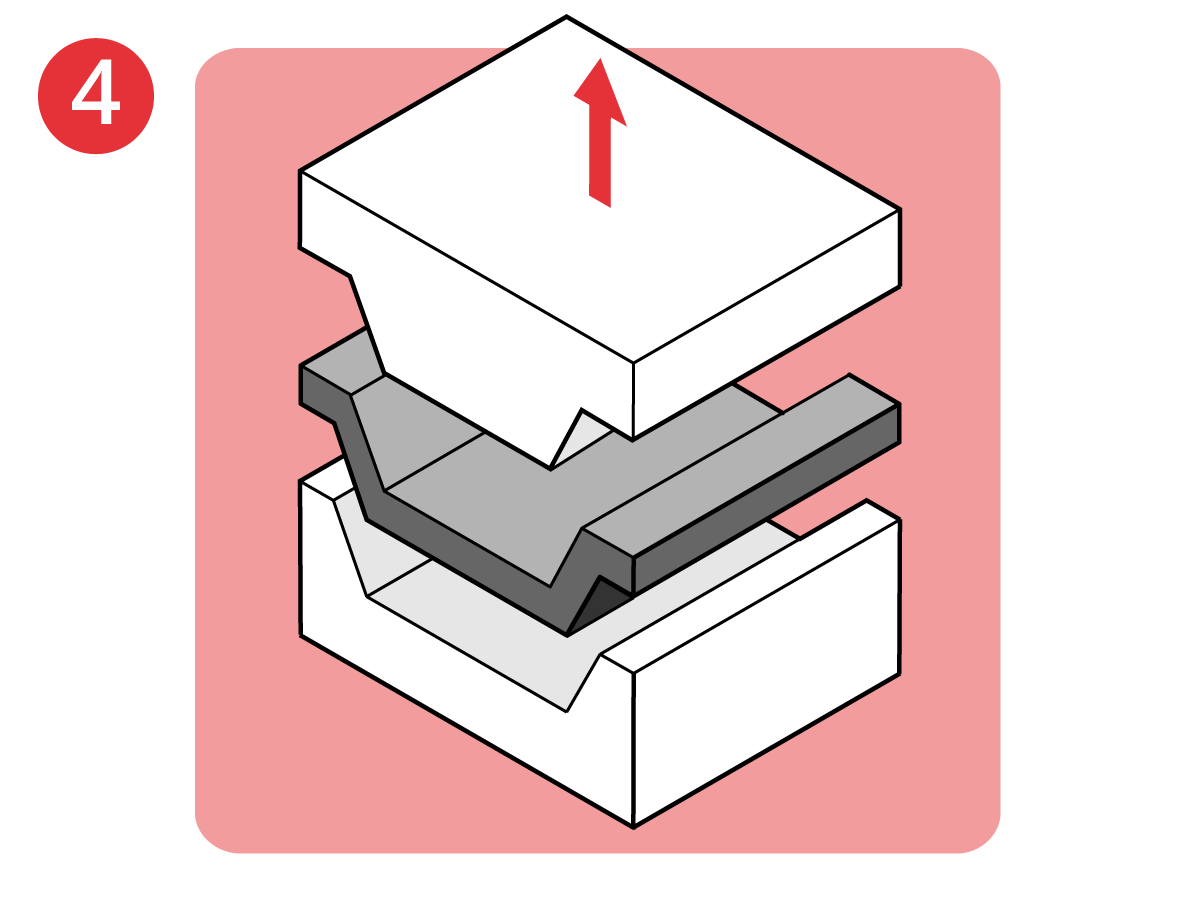
Materialet som ska gjutas placeras i det öppna verktyget 1. Vid bearbetning av termoplastiska kompositer kommer materialet ofta att förvärmas till önskad temperatur. Tvärhärdande material laddas normalt kallt, även om själva verktyget kan vara förvärmt. När materialet har placerats i verktyget stängs pressen 2 och materialet får härda (om det är en härdplast) eller konsolideras (om det är en termoplast) 3. Verktyget kan sedan öppnas och detaljen avlägsnas 4.
De begränsande faktorerna för processens hastighet är längden på härdningscykeln (för värmehärdande kompositer) och användningen av eventuella temperaturcykler (dvs.dvs. uppvärmning och kylning av pressen). Processen är snabbast när pressen körs vid en konstant hög temperatur och materialet laddas och lossas varmt.
Processens styrkor
- Användningen av matchade metallverktyg av hög kvalitet kan ge delar med ytfinish av utmärkt kvalitet.
- Höga konsolideringstryck gör det möjligt att uppnå höga volymfraktioner av fibrer, vilket ger goda prestanda på delen.
- Processen kan vara mycket snabb om den körs vid en konstant temperatur.
Processbegränsningar
- För allt annat än platta gjutformar är det troligt att de matchade metallverktygen utgör en betydande kostnad. Detta kan begränsa dess lönsamhet för låga produktionsvolymer.
- Processen är normalt begränsad till delar med en konstant väggtjocklek.
- De matchade metallverktygen innebär att det inte är möjligt att uppnå vissa geometriska egenskaper, t.ex. underhuggningar, utan särskilda modifieringar.
- Pressens kapacitet och dimensioner dikterar de övre gränserna för storleken på den del som kan formas.
- Till skillnad från vakuumkonsolidering appliceras trycket från en press endast i en riktning. Detta innebär att det är troligt att konsolideringen varierar över en formad del. Ytor som är vinkelräta mot pressens stängningsriktning kan ha högre konsolideringsnivåer än ytor som är parallella med stängningsriktningen.
Dela denna artikel
Twitter Facebook LinkedIn Email
Fanns denna artikel användbar? Vi har ett komplett utbud av tjänster för att hjälpa dig…

Material &Processutveckling
Oavsett om det rör sig om värmehärdande eller termoplastiska kompositer, biokompositer eller nanokompositer kan vi hjälpa dig att utveckla ett material eller en process som uppfyller dina krav.
Utveckling av kompositer…

Pilottillverkning i pilotskala &Prototyptillverkning
Vår uppsättning tillverkningsfaciliteter i pilotskala står till ditt förfogande – prepreggning, formpressning, hartsöverföringsgjutning, formsprutning och många fler.
Tillverkning av kompositer…
Se hela vårt tjänsteutbud
Om författaren
Joe Carruthers
Joe är verkställande direktör för Coventive Composites.
Alla inlägg
Leave a Reply