Wat is persen?
Procesoverzicht
Compressiegieten is een nauwkeurig en potentieel snel proces voor de productie van hoogwaardige composietonderdelen in een breed scala van volumes.
Dit is een inleiding tot compressiegieten – voor een meer diepgaand artikel, kijk op Compression Moulding: How to make High-performance Thermoplastic Composites.
Het maakt meestal gebruik van een aangepast metalen gereedschap in een verwarmde (normaliter hydraulische) pers om plaatmaterialen of vormsamenstellingen bij relatief hoge druk te consolideren. Voorbeelden van composieten die gewoonlijk door middel van persen worden verwerkt, zijn thermohardende prepregs, met vezels versterkte thermoplastische “organosheets”, vormmassa’s zoals sheet moulding compound (SMC) en gesneden thermoplastische tapes. Het wordt ook veel gebruikt om sandwichstructuren te produceren waarin een kernmateriaal zoals een honingraat of polymeerschuim is verwerkt, hoewel erop moet worden gelet dat niet te veel druk wordt uitgeoefend waardoor de kern zou kunnen worden geplet.

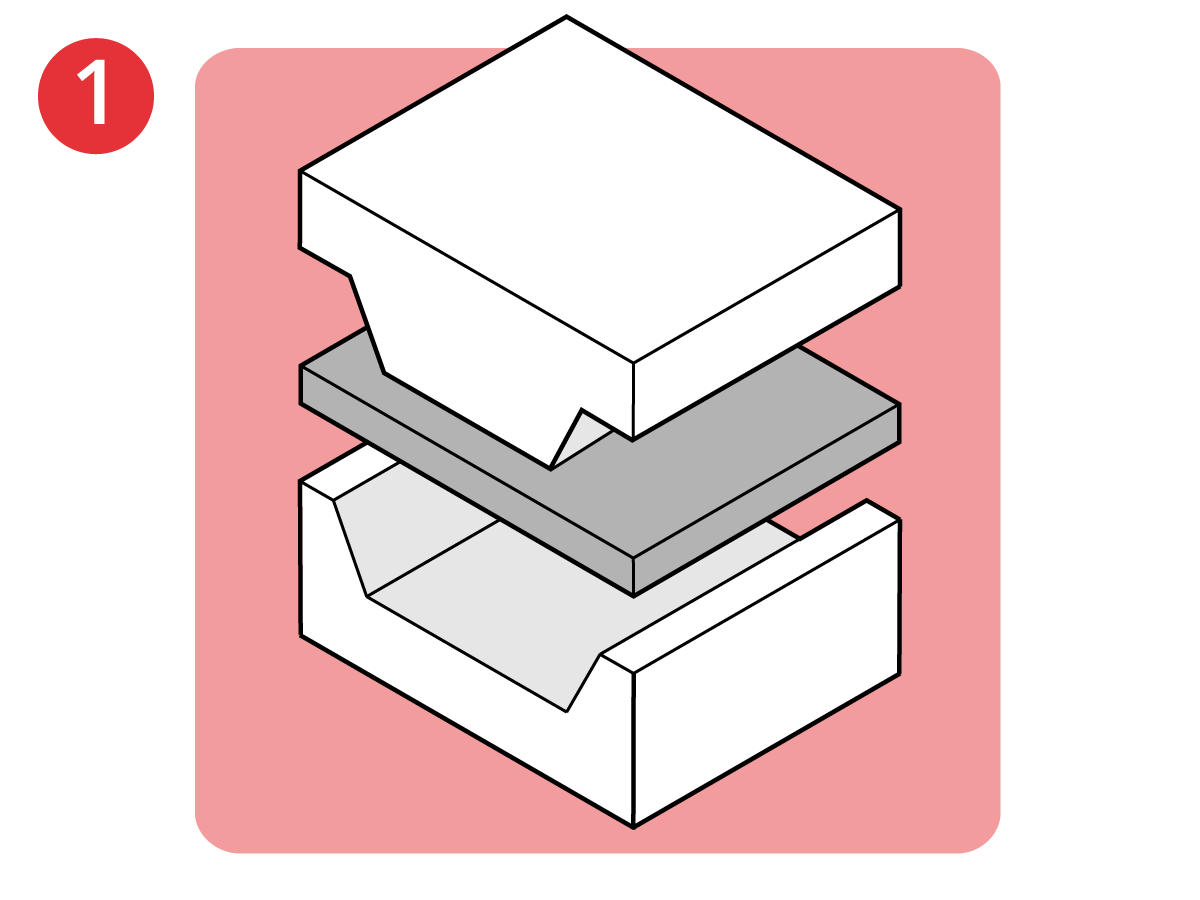
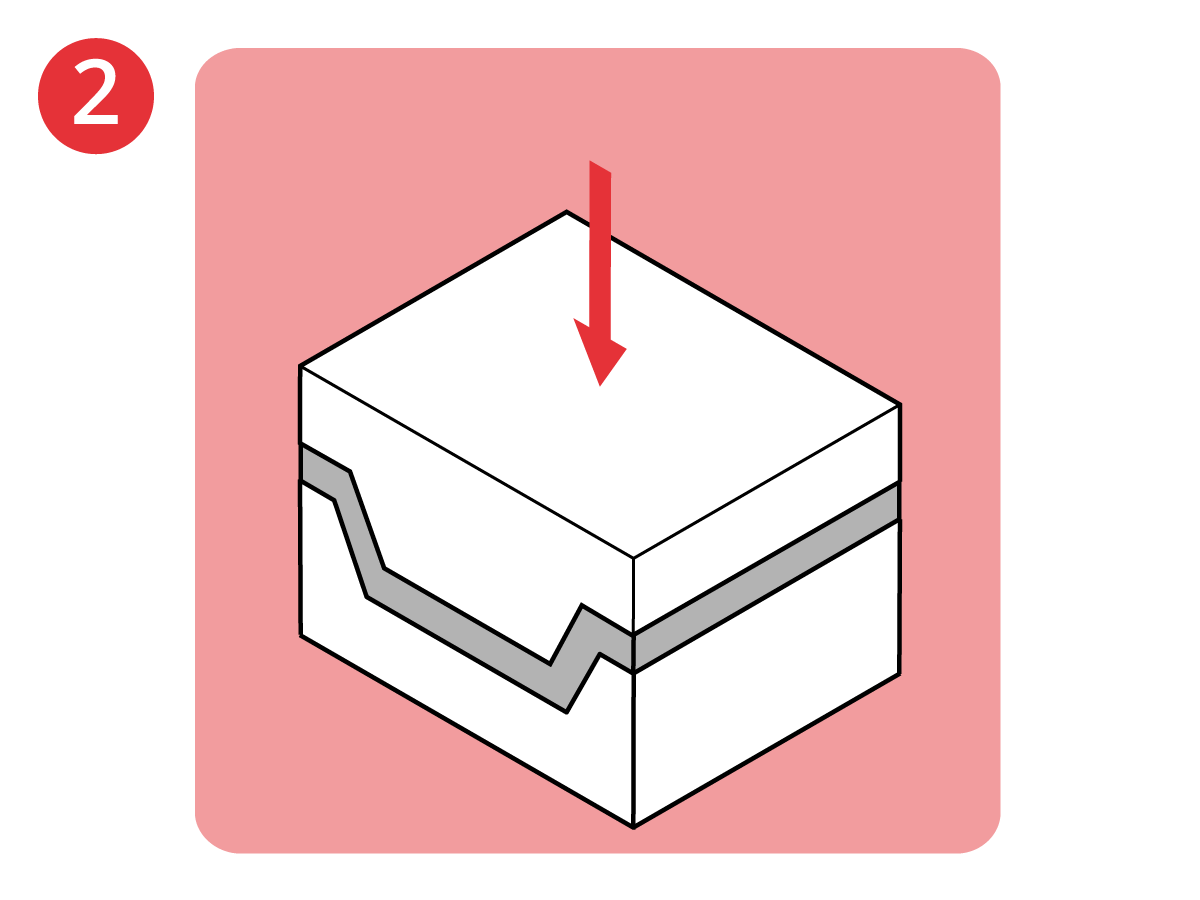
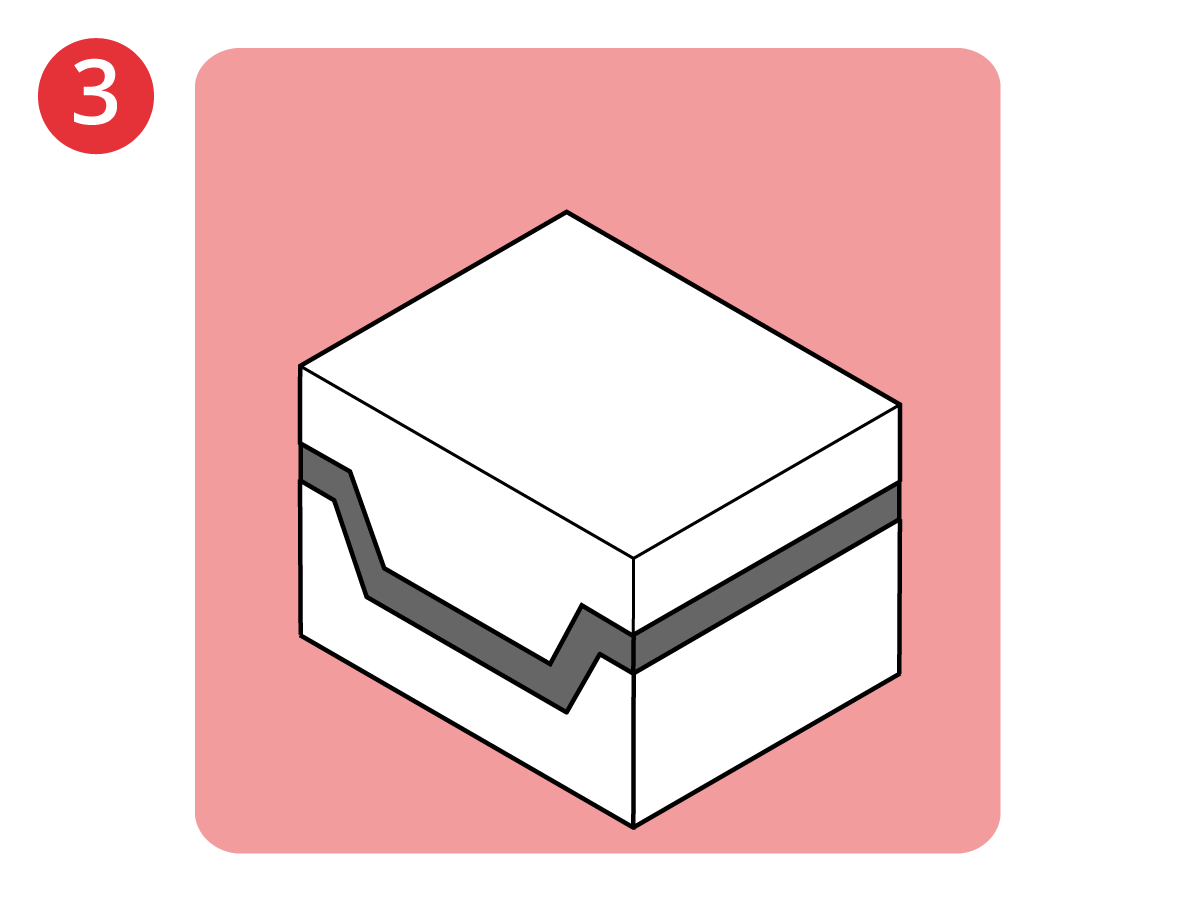
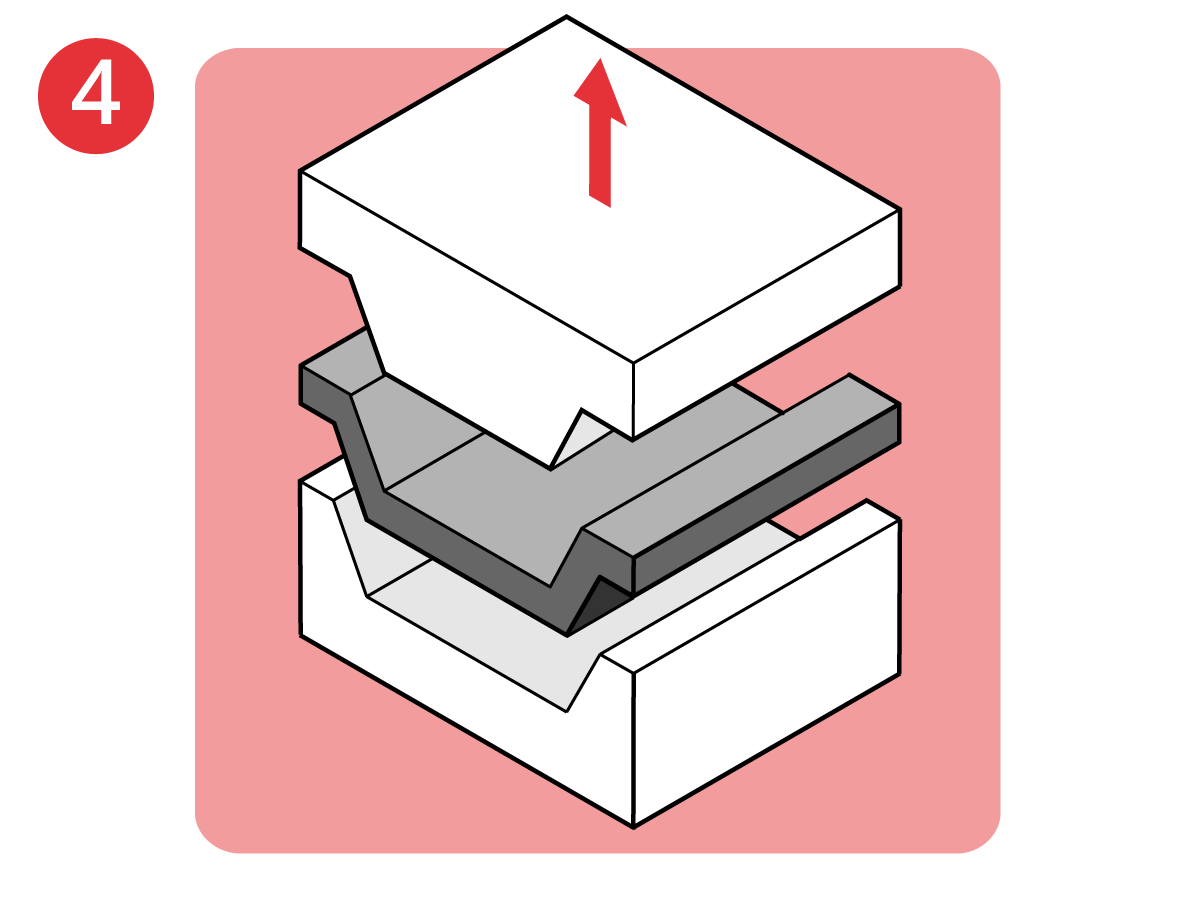
Het te gieten materiaal wordt in het open gereedschap 1 geplaatst. Bij de verwerking van thermoplastische composieten zal het materiaal vaak worden voorverwarmd tot de vereiste temperatuur. Thermohardende materialen worden gewoonlijk koud geladen, hoewel het gereedschap zelf kan worden voorverwarmd. Zodra het materiaal in het gereedschap is geplaatst, wordt de pers gesloten 2 en krijgt het materiaal de tijd om uit te harden (als het een thermoharder is) of te consolideren (als het een thermoplast is) 3. Daarna kan het gereedschap worden geopend en het onderdeel worden verwijderd 4.
De beperkende factoren voor de snelheid van het proces zijn de lengte van de uithardingscyclus (voor thermohardende composieten) en het gebruik van temperatuurcycli (d.w.z.d.w.z. het verwarmen en afkoelen van de pers). Het proces verloopt het snelst wanneer de pers op een constante hoge temperatuur draait en het materiaal warm wordt geladen en gelost.
Sterke punten van het proces
- Het gebruik van op elkaar afgestemde metalen gereedschappen van hoge kwaliteit kan onderdelen met een uitstekende oppervlakteafwerking opleveren.
- Hoge consolidatiedrukken maken het mogelijk hoge vezelvolumefracties te bereiken, waardoor de onderdelen goed presteren.
- Het proces kan zeer snel zijn als het bij een constante temperatuur wordt uitgevoerd.
Beperkingen van het proces
- Voor iets anders dan vlakke vormstukken, zal de matched metal tooling waarschijnlijk een aanzienlijke kostenpost zijn. Dit kan de uitvoerbaarheid voor lage productievolumes beperken.
- Het proces is gewoonlijk beperkt tot delen met een constante wanddikte.
- De matched metal tooling betekent dat het niet mogelijk is om bepaalde geometrische kenmerken, zoals ondersnijdingen, zonder speciale aanpassingen te realiseren.
- De capaciteit en de afmetingen van de pers dicteren de bovengrenzen van de grootte van het stuk dat kan worden gevormd.
- In tegenstelling tot vacuümconsolidatie, wordt de druk van een pers slechts in één richting uitgeoefend. Dit betekent dat er waarschijnlijk een variabele consolidatie over een gevormd deel zal zijn. Oppervlakken loodrecht op de sluitrichting van de pers kunnen hogere consolidatieniveaus hebben dan oppervlakken parallel aan de sluitrichting.
Deel dit artikel
Twitter Facebook LinkedIn Email
Vond u dit artikel nuttig? Wij hebben een volledig dienstenpakket om u te helpen…

Materials & Process Development
Of het nu gaat om thermohardende of thermoplastische composieten, biocomposieten of nanocomposieten, wij kunnen u helpen een materiaal of proces te ontwikkelen dat aan uw eisen voldoet.
Ontwikkeling van composieten…

Pilot-Scale Manufacturing & Prototyping
Onze reeks pilot-scale productiefaciliteiten staan tot uw beschikking – prepregging, compression moulding, resin transfer moulding, injection moulding, en nog veel meer.
Composieten maken…
Bekijk ons volledige dienstenpakket
Over de auteur
Joe Carruthers
Joe is de algemeen directeur van Coventive Composites.
Alle berichten
Leave a Reply