Mi a sajtolásos öntés?
A folyamat áttekintése
A sajtolásos öntés egy precíz és potenciálisan gyors eljárás kiváló minőségű kompozit alkatrészek gyártására, nagy mennyiségben.
Ez egy bevezetés a sajtolásos öntésbe – egy részletesebb cikkért nézze meg a Sajtolásos öntés című cikket: Hogyan készítsünk nagy teljesítményű hőre lágyuló kompozitokat.
Jellemzően egy fűtött (általában hidraulikus) présben egy hozzá illeszkedő fémszerszámot használnak a lemezanyagok vagy az öntőkeverékek viszonylag nagy nyomáson történő megszilárdításához. Az általában sajtolással feldolgozott kompozitok közé tartoznak például a hőre keményedő prepregek, a szálerősítésű hőre lágyuló “organoplasztikus lemezek”, az olyan formázóanyag-keverékek, mint a lemezformázó anyag (SMC) és a vágott hőre lágyuló szalagok. Széles körben használják olyan szendvicsszerkezetek előállítására is, amelyek maganyagot, például méhsejtet vagy polimerhabot tartalmaznak, bár ügyelni kell arra, hogy ne alkalmazzanak túlzott nyomást, amely összenyomhatja a magot.

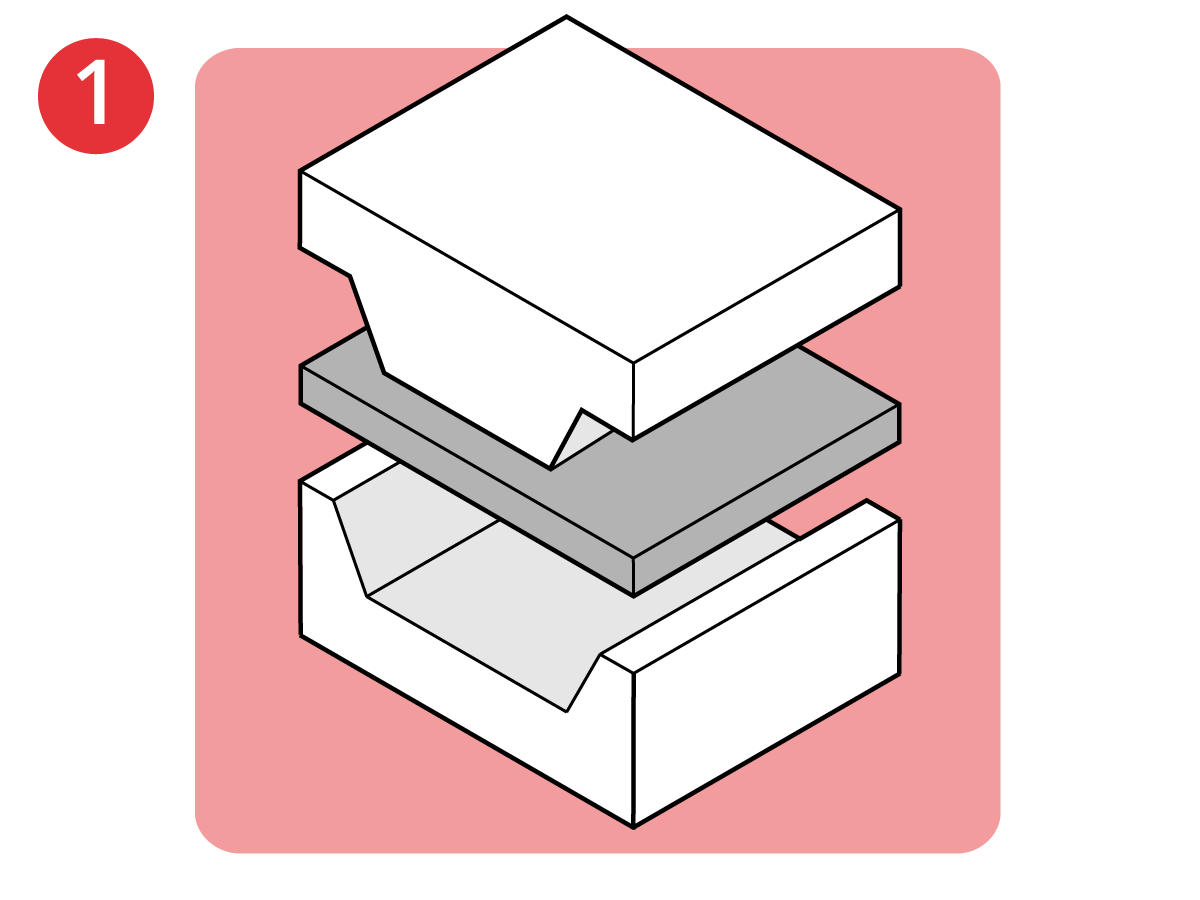
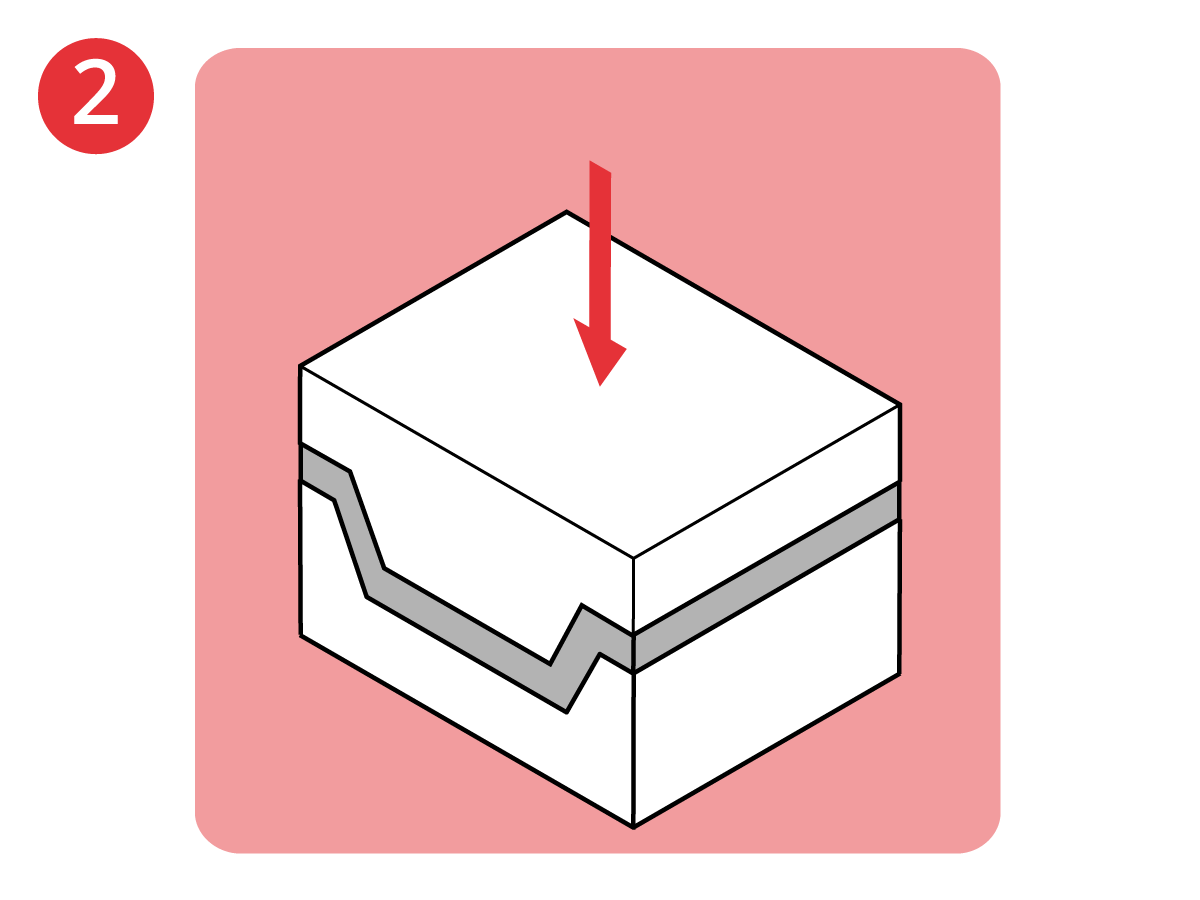
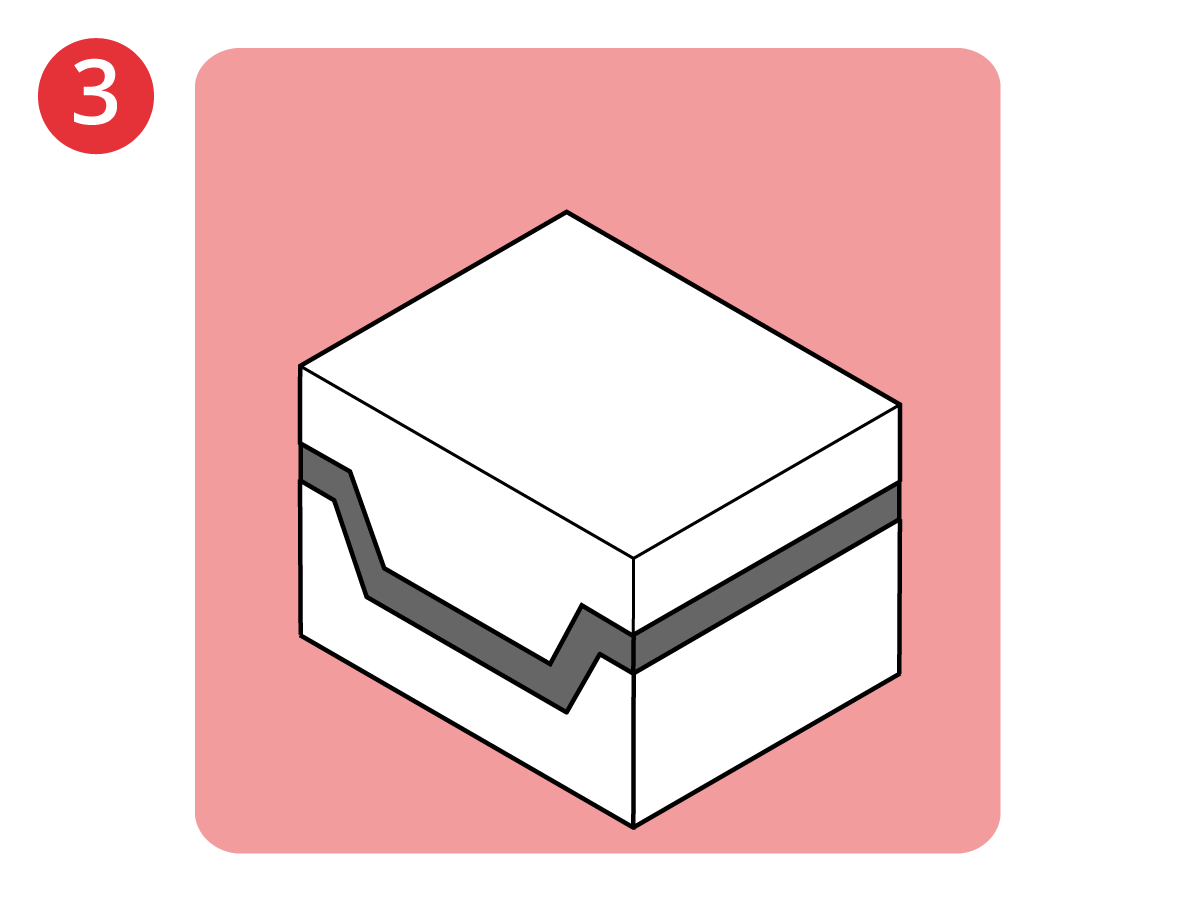
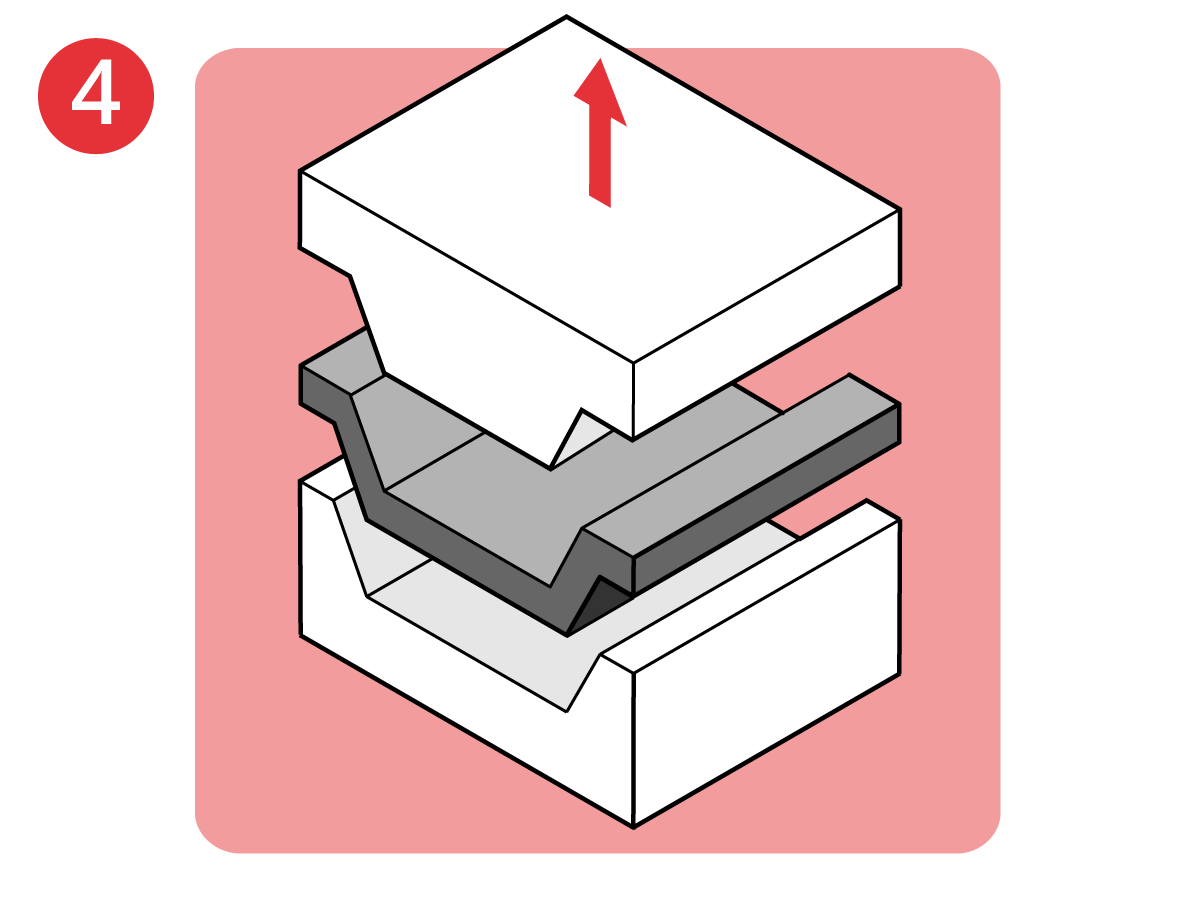
A formázandó anyagot a nyitott szerszámba (1) helyezik. Hőre lágyuló kompozitok feldolgozásakor az anyagot gyakran előmelegítik a kívánt hőmérsékletre. A hőre keményedő anyagokat általában hidegen töltik be, bár magát a szerszámot előmelegíthetik. Miután az anyagot elhelyezték a szerszámban, a présgépet bezárják 2, és hagyják, hogy az anyag megszilárduljon (ha hőre keményedő anyagról van szó) vagy megszilárduljon (ha hőre lágyuló anyagról van szó) 3 . Ezután a szerszámot ki lehet nyitni, és az alkatrészt ki lehet venni 4.
A folyamat sebességét korlátozó tényezők a kikeményedési ciklus hossza (hőre keményedő kompozitok esetében) és bármilyen hőmérsékletciklus alkalmazása (i.azaz a prés melegítése és hűtése). A folyamat akkor a leggyorsabb, ha a prés állandóan magas hőmérsékleten működik, és az anyagot melegen töltik be és veszik ki.
A folyamat erősségei
- A kiváló minőségű, illeszkedő fémszerszámok használatával kiváló minőségű felületkezelésű alkatrészek állíthatók elő.
- A magas konszolidációs nyomás lehetővé teszi nagy szál térfogattömeg-frakciók elérését, ami jó alkatrész-teljesítményt biztosít.
- A folyamat nagyon gyors lehet, ha állandó hőmérsékleten végzik.
A folyamat korlátai
- A lapos formadaraboktól eltérő esetekben a megfelelő fémszerszámok valószínűleg jelentős költséget jelentenek. Ez korlátozhatja életképességét kis gyártási mennyiségek esetén.
- Az eljárás általában állandó falvastagságú alkatrészekre korlátozódik.
- A párosított fémszerszámozás azt jelenti, hogy bizonyos geometriai jellemzők, mint például az alulvágások, nem érhetők el speciális módosítások nélkül.
- A prés kapacitása és méretei szabják meg a formázható alkatrész méretének felső határait.
- A vákuum-konszolidációval ellentétben a prés által kifejtett nyomás csak egy irányba hat. Ez azt jelenti, hogy a formázott alkatrészen valószínűleg változó mértékű lesz a konszolidáció. A prés zárási irányára merőleges felületeken magasabb lehet a konszolidáció szintje, mint a zárási iránnyal párhuzamos felületeken.
Megosztani ezt a cikket
Twitter Facebook LinkedIn Email
Hasznosnak találta ezt a cikket? Teljes körű szolgáltatásainkkal segítünk Önnek…

Anyagok & folyamatfejlesztés
Legyen szó hőre keményedő vagy hőre lágyuló kompozitokról, biokompozitokról vagy nanokompozitokról, segítünk Önnek olyan anyag vagy folyamat kifejlesztésében, amely megfelel az Ön igényeinek.
Kompozitok fejlesztése…

Kísérleti méretű gyártás & Prototípusgyártás
Kísérleti méretű gyártóberendezéseink az Ön rendelkezésére állnak – előformázás, sajtolás, gyanta transzferformázás, fröccsöntés és sok más.
Kompozitok előállítása…
Tekintse meg teljes szolgáltatási palettánkat
A szerzőről
Joe Carruthers
Joe a Coventive Composites ügyvezető igazgatója.
Minden bejegyzés
Leave a Reply