Hvad er kompressionsstøbning?
Procesoversigt
Kompressionsstøbning er en præcis og potentielt hurtig proces til fremstilling af kompositdele af høj kvalitet i en lang række mængder.
Dette er en introduktion til kompressionsstøbning – for en mere dybdegående artikel, se Kompressionsstøbning: Sådan fremstiller du højtydende termoplastiske kompositter.
Det anvender typisk et tilpasset metalværktøj i en opvarmet (normalt hydraulisk) presse til at konsolidere pladematerialer eller støbemasser ved relativt højt tryk. Eksempler på kompositter, der almindeligvis forarbejdes ved formstøbning, omfatter termohærdende prepregs, fiberforstærkede termoplastiske “organosheets”, støbemasser som f.eks. sheet moulding compound (SMC) og skærebånd af termoplast. Det anvendes også i vid udstrækning til fremstilling af sandwichstrukturer, der indeholder et kernemateriale som f.eks. en honeycomb eller polymerskum, selv om man skal passe på ikke at bruge et for stort tryk, der kan knuse kernen.

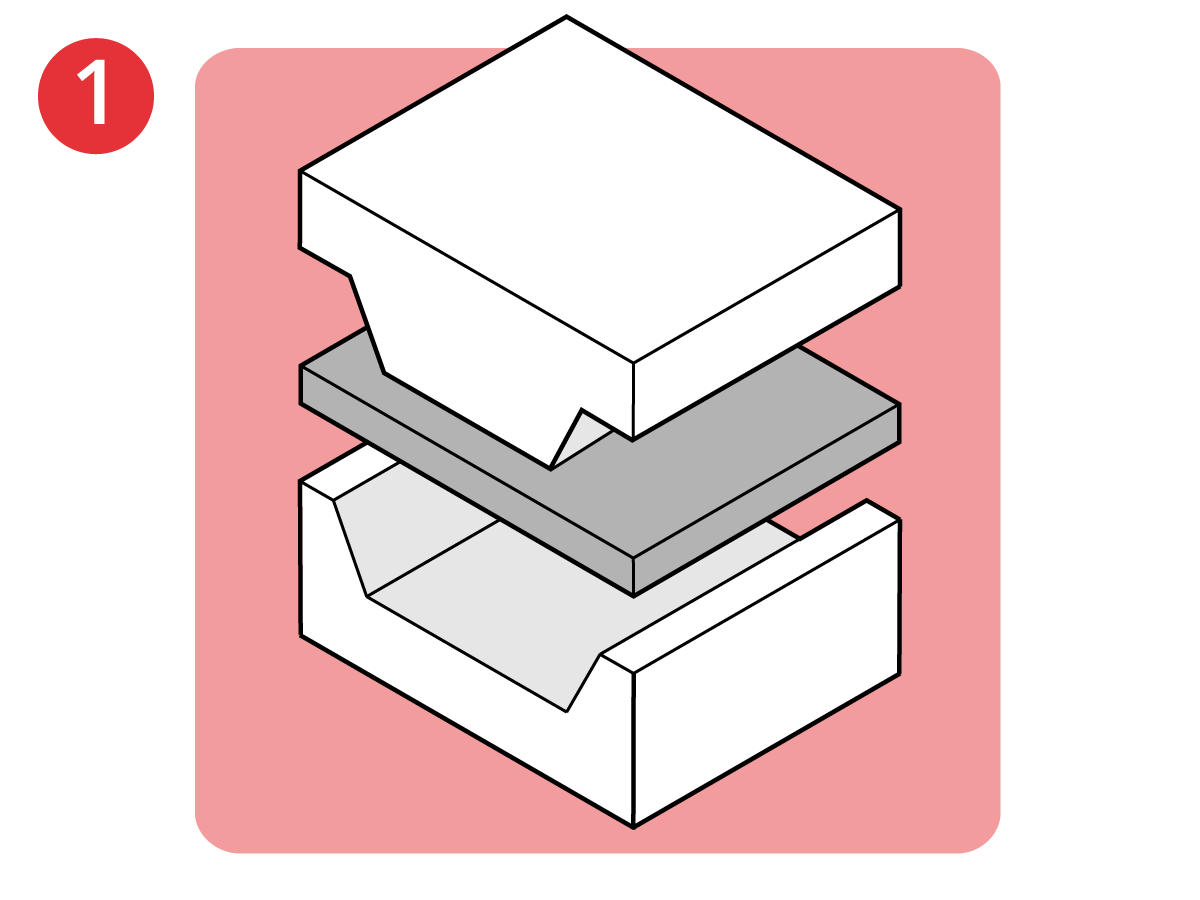
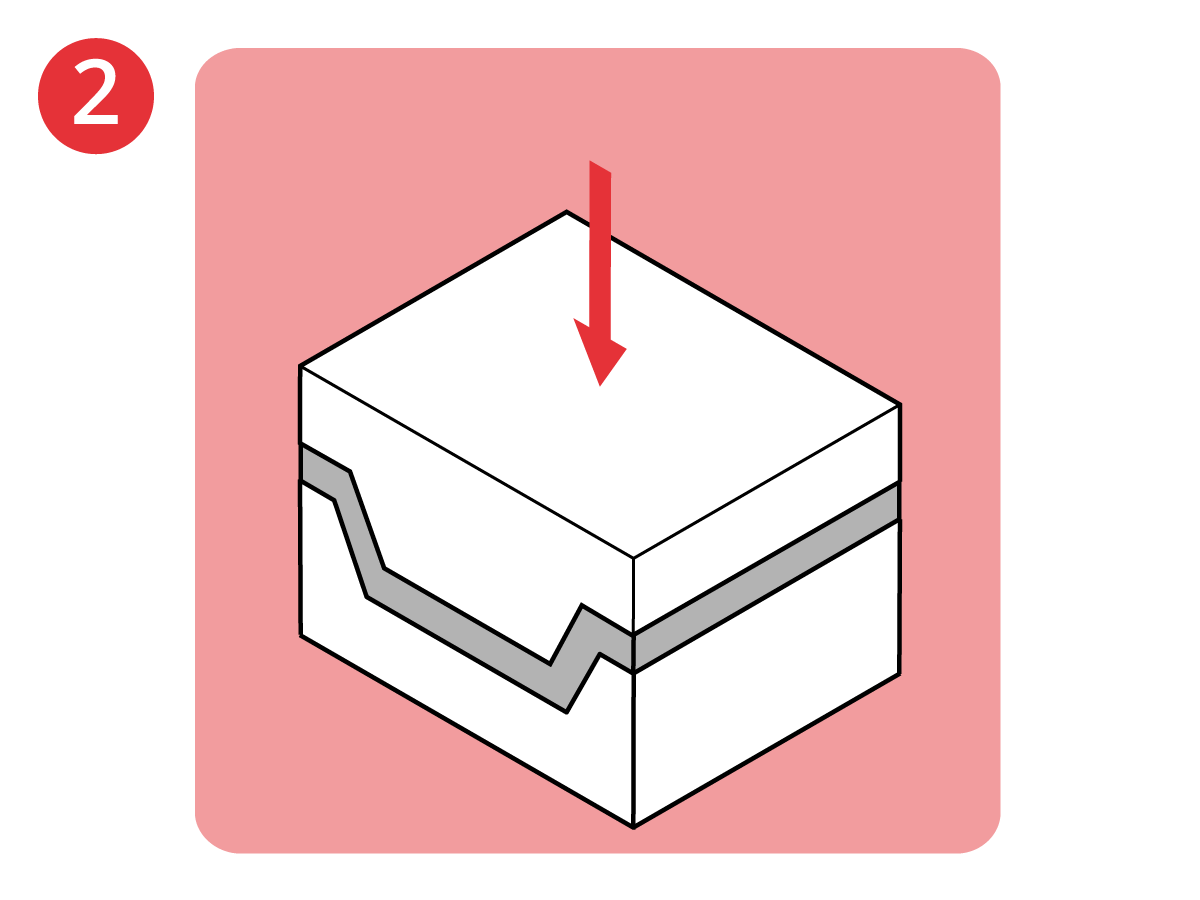
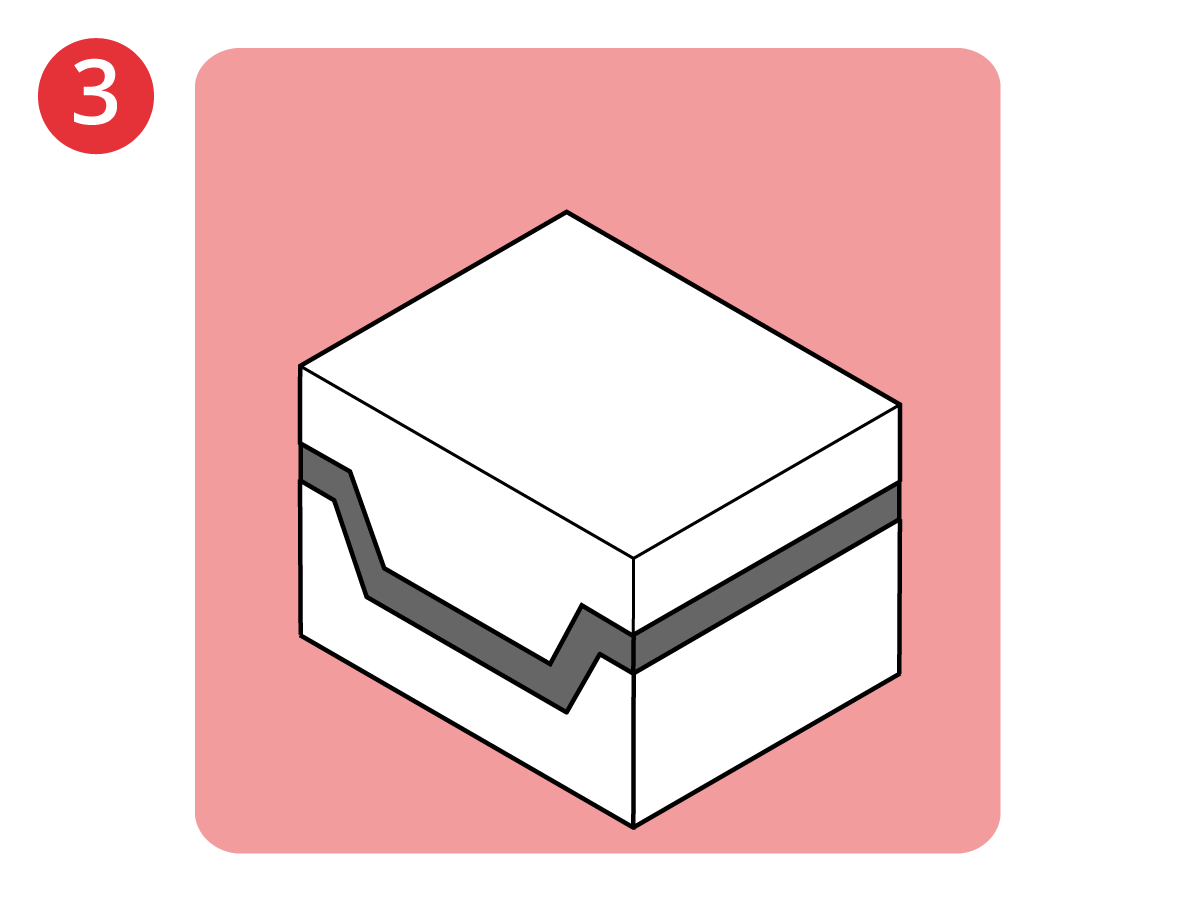
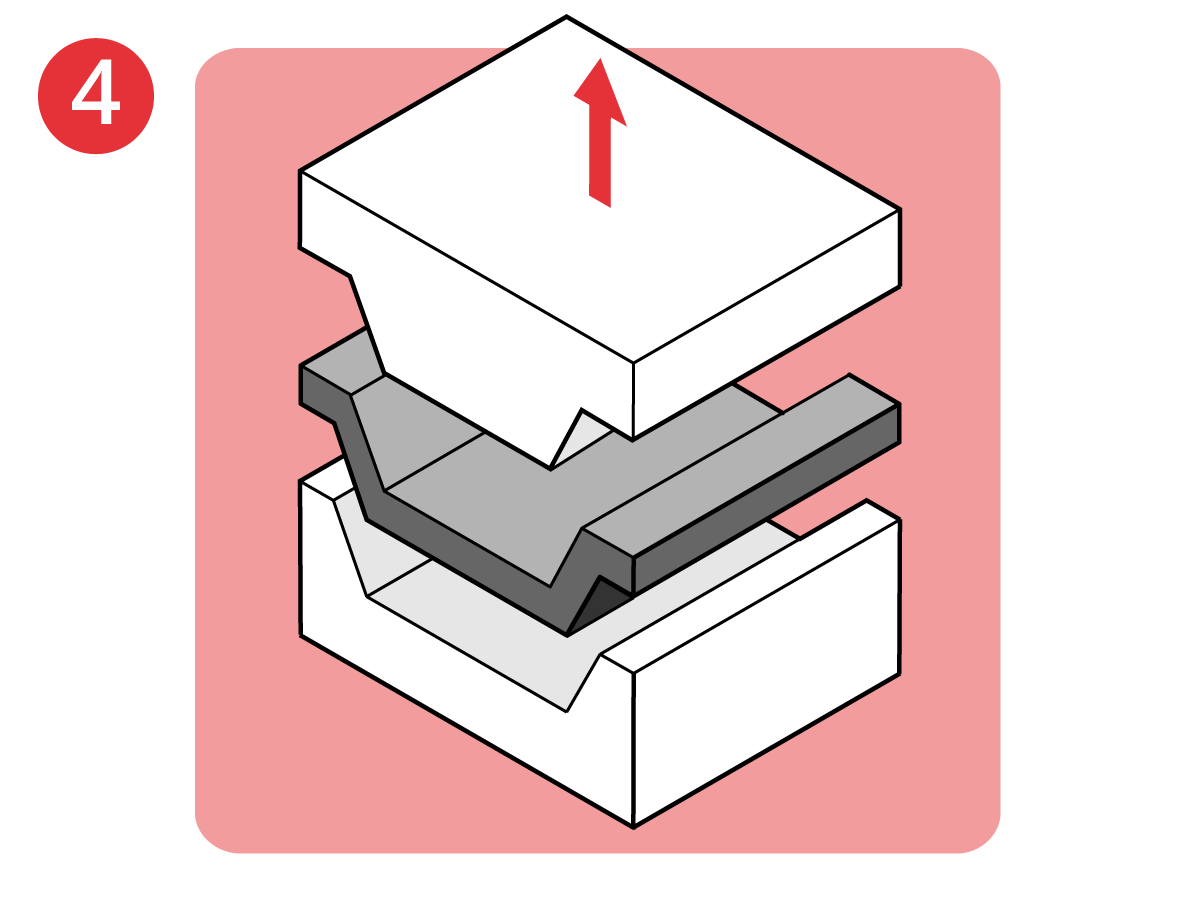
Det materiale, der skal støbes, placeres i det åbne værktøj 1. Ved forarbejdning af termoplastiske kompositter vil materialet ofte blive forvarmet til den ønskede temperatur. Varmehærdende materialer lægges normalt koldt på, selv om selve værktøjet kan være forvarmet. Når materialet er anbragt i værktøjet, lukkes pressen 2, og materialet får lov til at hærde (hvis det er et termohærdet materiale) eller konsolidere (hvis det er et termoplastisk materiale) 3. Værktøjet kan derefter åbnes, og emnet kan fjernes 4.
De begrænsende faktorer for processens hastighed er længden af hærdningscyklussen (for termohærdende kompositter) og brugen af eventuelle temperaturcyklusser (i.dvs. opvarmning og afkøling af pressen). Processen er hurtigst, når pressen kører ved en konstant høj temperatur, og materialet indlæsses og udlæsses varmt.
Processens styrker
- Anvendelsen af matchende metalværktøjer af høj kvalitet kan producere dele med en fremragende overfladefinish af høj kvalitet.
- Høje konsolideringstryk gør det muligt at opnå høje fibervolumenfraktioner, hvilket giver gode delepræstationer.
- Processen kan være meget hurtig, hvis den køres ved en konstant temperatur.
Processens begrænsninger
- For alt andet end flade støbegods vil det matchede metalværktøj sandsynligvis udgøre en betydelig omkostning. Dette kan begrænse dens levedygtighed for lave produktionsmængder.
- Processen er normalt begrænset til dele med en konstant vægtykkelse.
- Det matchede metalværktøj betyder, at det ikke er muligt at opnå visse geometriske træk, f.eks. underskæringer, uden særlige modifikationer.
- Pressens kapacitet og dimensioner dikterer de øvre grænser for størrelsen af den del, der kan støbes.
- I modsætning til vakuumkonsolidering påføres trykket fra en presse kun i én retning. Det betyder, at der sandsynligvis vil være variabel konsolidering på tværs af en formet del. Overflader vinkelret på pressens lukkeretning kan have højere niveauer af konsolidering end overflader parallelt med lukkeretningen.
Del denne artikel
Twitter Facebook LinkedIn Email
Fandt du denne artikel nyttig? Vi har et komplet udvalg af tjenester til at hjælpe dig …

Materialer & Procesudvikling
Hvad enten det drejer sig om termohærdende eller termoplastiske kompositter, biokompositter eller nanokompositter, kan vi hjælpe dig med at udvikle et materiale eller en proces, der opfylder dine krav.
Udvikling af kompositter …

Pilotskala fremstilling & Prototyping
Vores række af pilotskala fremstillingsfaciliteter er til din rådighed – prepregging, kompressionsstøbning, harpiksoverførselsstøbning, sprøjtestøbning og mange flere.
Fremstilling af kompositter…
Se hele vores udvalg af tjenester
Om forfatteren
Joe Carruthers
Joe er administrerende direktør for Coventive Composites.
Alle indlæg
Leave a Reply