Co je to lisování?
Přehled procesu
Lisování pod tlakem je přesný a potenciálně rychlý proces výroby vysoce kvalitních kompozitních dílů v širokém rozsahu objemů.
Toto je úvod do lisování – podrobnější článek naleznete v článku Lisování pod tlakem:
Obvykle se při něm používá odpovídající kovový nástroj ve vyhřívaném (obvykle hydraulickém) lisu ke konsolidaci deskových materiálů nebo formovacích směsí při relativně vysokých tlacích. Mezi příklady kompozitů, které se běžně zpracovávají lisováním, patří termosetové prepregy, vlákny vyztužené termoplastické „organoplasty“, tvarovací směsi, jako jsou deskové tvarovací směsi (SMC), a sekané termoplastické pásky. Je také široce používán k výrobě sendvičových struktur, které obsahují materiál s jádrem, jako je voština nebo polymerní pěna, i když je třeba dbát na to, aby nebyl použit nadměrný tlak, který by mohl jádro rozdrtit.

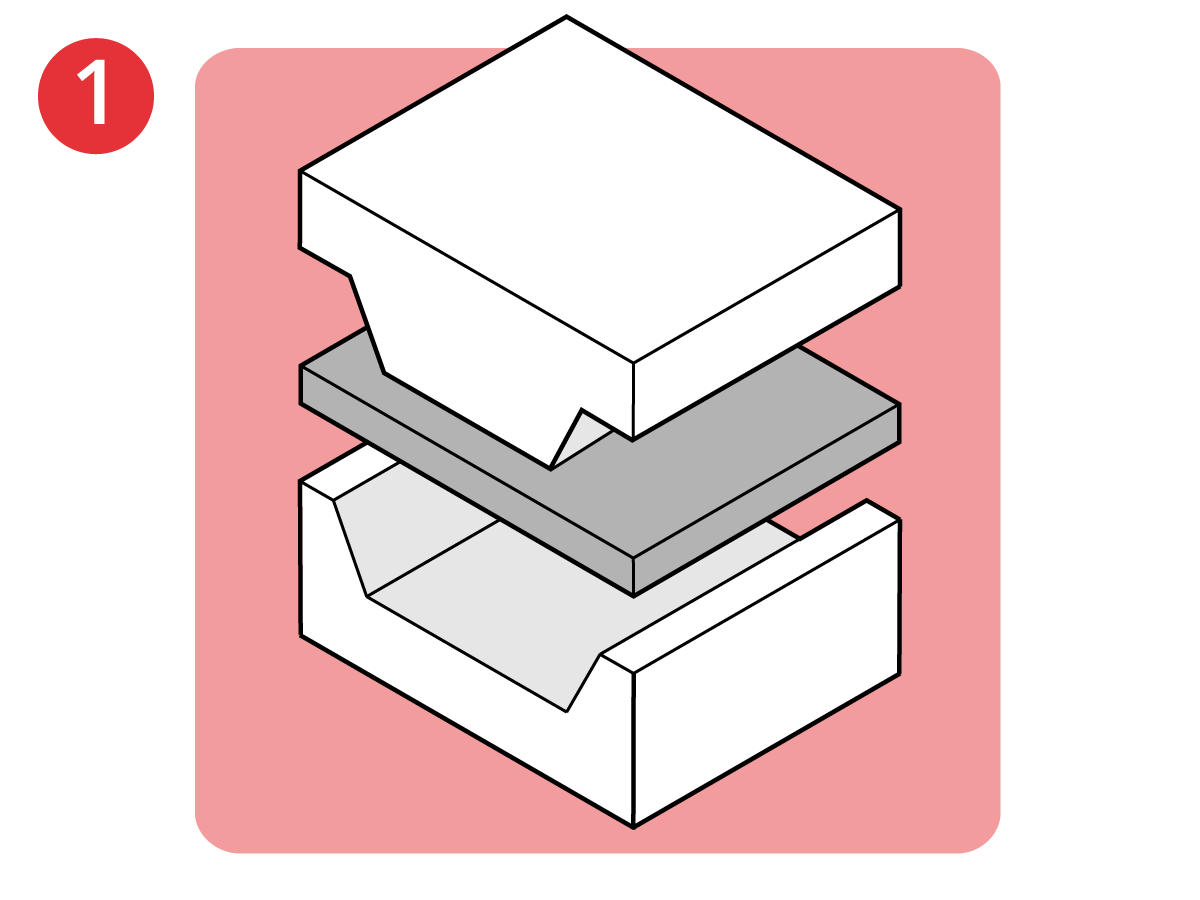
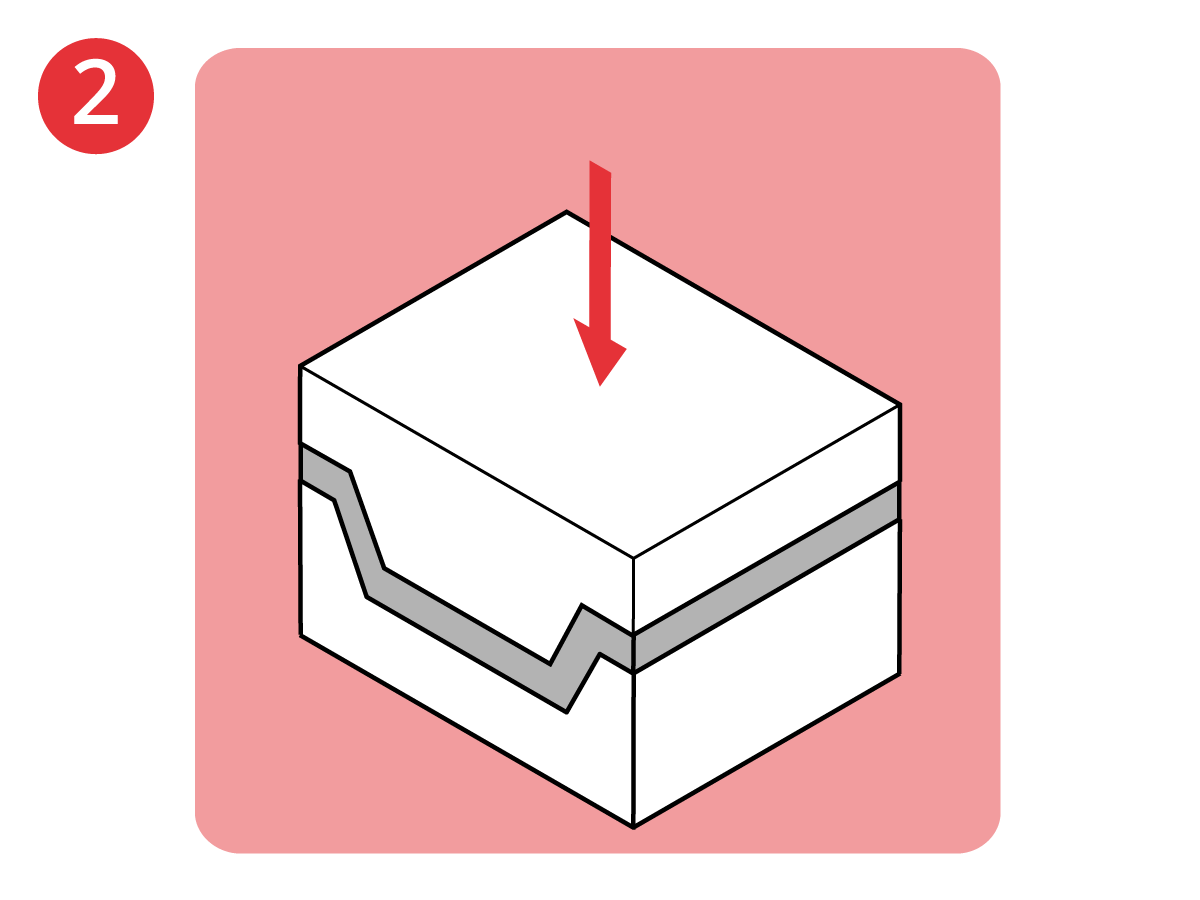
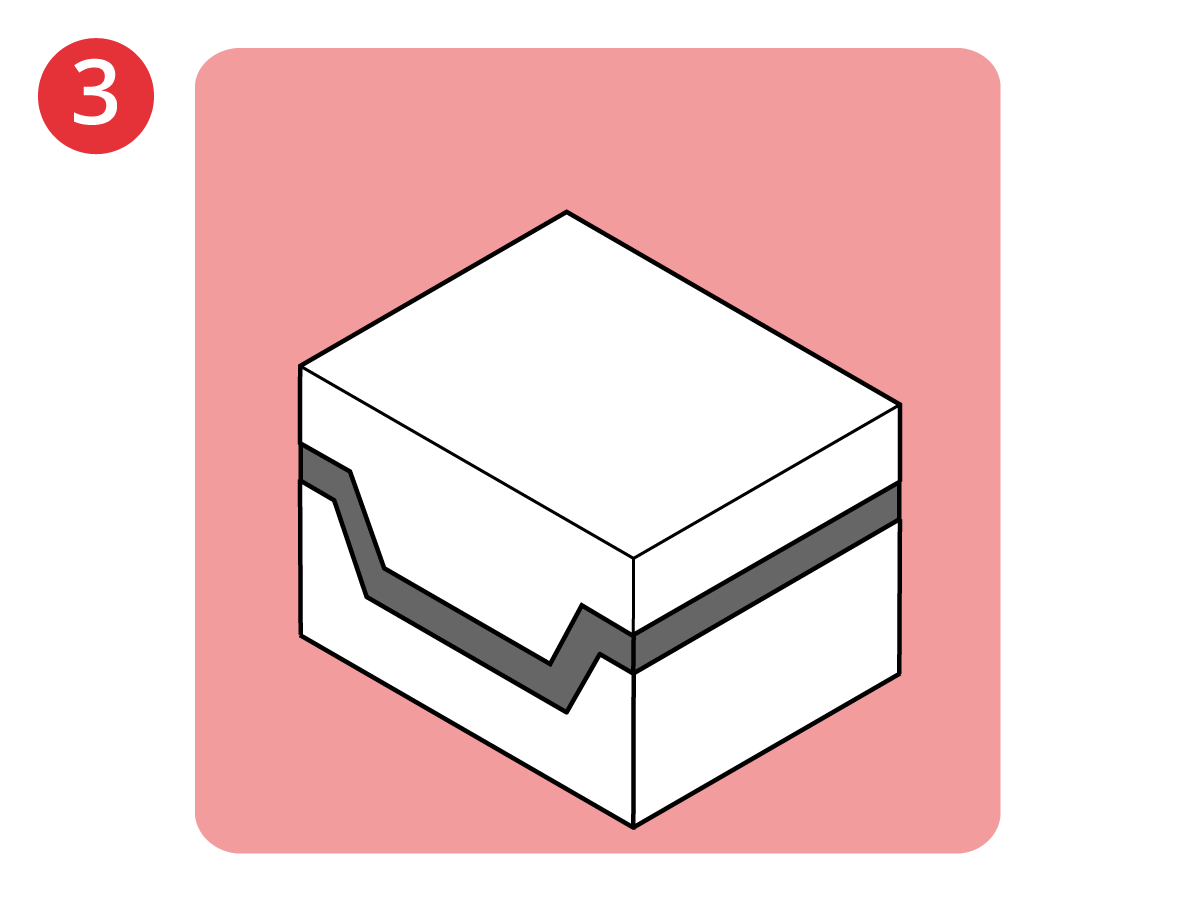
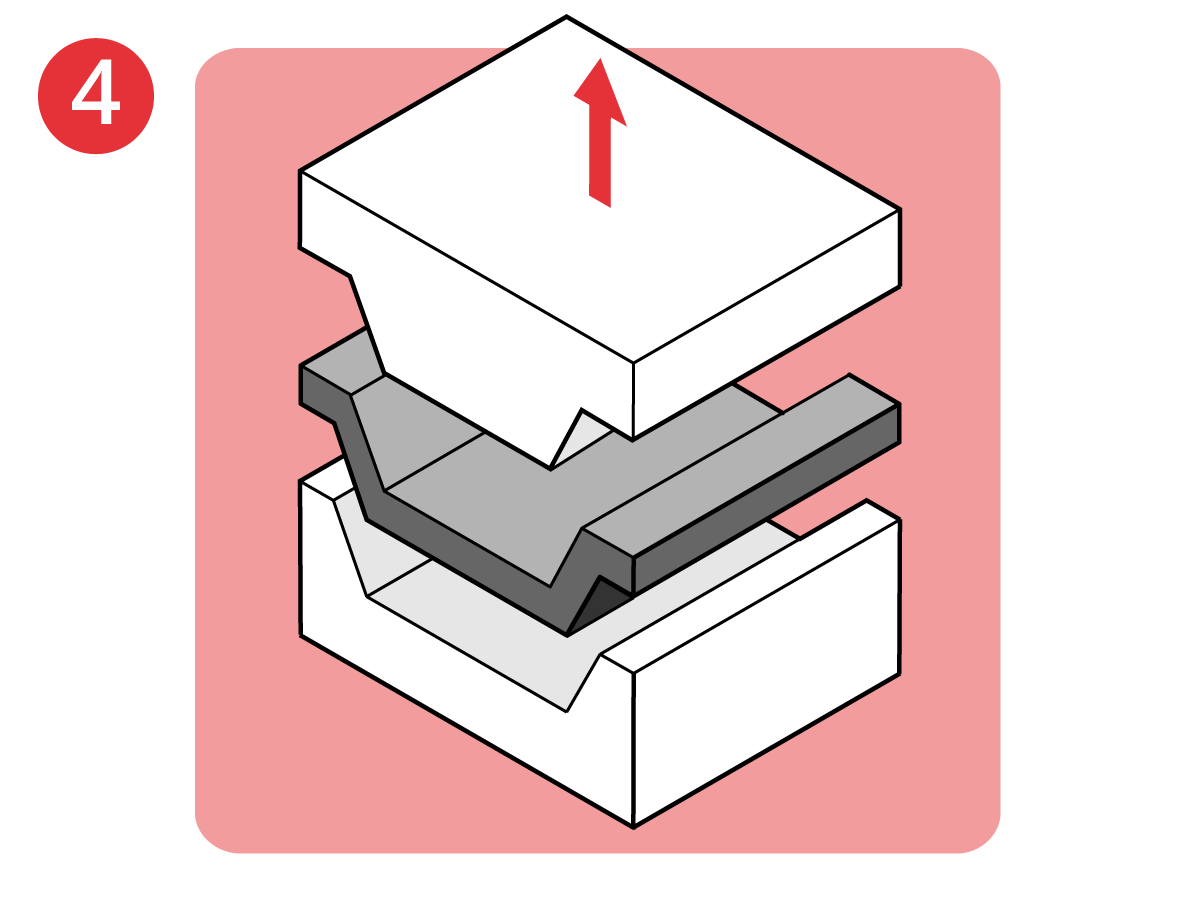
Materiál, který se má vstřikovat, se vloží do otevřeného nástroje 1. V lisu se vstřikuje materiál, který se má vstřikovat. Při zpracování termoplastických kompozitů se materiál často předehřeje na požadovanou teplotu. Termosetové materiály se obvykle vkládají za studena, i když samotný nástroj může být předehřátý. Jakmile je materiál umístěn v nástroji, lis se uzavře 2 a materiál se nechá vytvrdnout (jedná-li se o termoset) nebo zkonsolidovat (jedná-li se o termoplast) 3 . Poté lze nástroj otevřít a díl vyjmout 4.
Omezujícími faktory rychlosti procesu jsou délka vytvrzovacího cyklu (u termosetových kompozitů) a použití jakéhokoli teplotního cyklu (tj.tj. zahřívání a ochlazování lisu). Proces je nejrychlejší, pokud je lis provozován při konstantní vysoké teplotě a materiál je vkládán a vykládán za tepla.
Silné stránky procesu
- Při použití kvalitních odpovídajících kovových nástrojů lze vyrobit díly s vynikající kvalitou povrchu.
- Vysoké konsolidační tlaky umožňují dosáhnout vysokých objemových podílů vláken, což poskytuje dobré vlastnosti dílu.
- Proces může být velmi rychlý, pokud probíhá při konstantní teplotě.
Omezení procesu
- U všeho jiného než u plochých výlisků budou shodné kovové nástroje pravděpodobně představovat značné náklady. To může omezit jeho životaschopnost pro nízké objemy výroby.
- Postup je obvykle omezen na díly s konstantní tloušťkou stěny.
- Shodný kovový nástroj znamená, že není možné dosáhnout určitých geometrických prvků, například podřezání, bez zvláštních úprav.
- Kapacita a rozměry lisu určují horní hranice velikosti dílu, který lze vstřikovat.
- Na rozdíl od vakuové konsolidace působí tlak z lisu pouze v jednom směru. To znamená, že je pravděpodobné, že dojde k proměnlivé konsolidaci napříč tvarovaným dílem. Povrchy kolmé na směr uzavírání lisu mohou mít vyšší úroveň konsolidace než povrchy rovnoběžné se směrem uzavírání.
Sdílet tento článek
Twitter Facebook LinkedIn E-mail
Přišel vám tento článek užitečný? Nabízíme celou řadu služeb, které vám pomohou…

Materiály & Vývoj procesů
Ať už se jedná o termosetové nebo termoplastické kompozity, biokompozity nebo nanokompozity, můžeme vám pomoci vyvinout materiál nebo proces, který splní vaše požadavky.
Vývoj kompozitů…

Výroba v pilotním měřítku & Výroba prototypů
Naše sada zařízení pro výrobu v pilotním měřítku je vám k dispozici – předlisování, lisování, lisování s přenosem pryskyřice, vstřikování a mnoho dalších.
Výroba kompozitů…
Podívejte se na naši kompletní nabídku služeb
O autorovi
Joe Carruthers
Joe je výkonným ředitelem společnosti Coventive Composites.
Všechny příspěvky
.
Leave a Reply